Разборка и сборка колесных цилиндров задних тормозов ВАЗ 2107
↑ Разборка и сборка колесных цилиндров
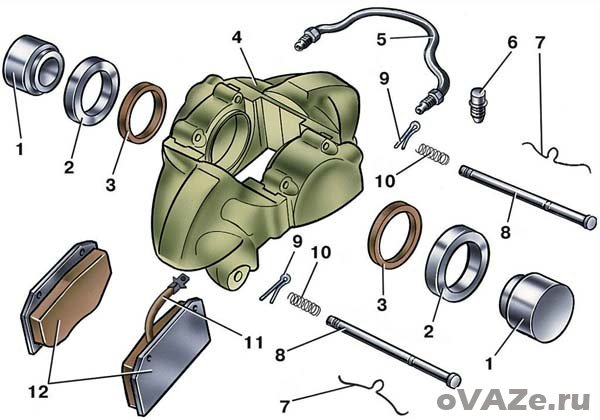
↑ Устройство колесного цилиндра
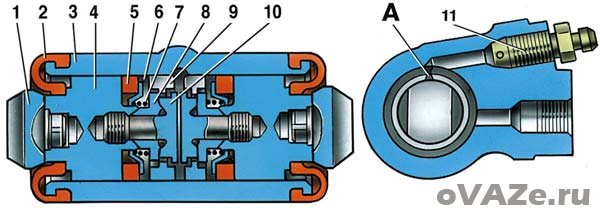
1 — упор колодки; 2 — защитный колпачок; 3 — корпус цилиндра; 4 — поршень; 5 — уплотнитель; 6 — опорная чашка; 7 — пружина; 8 — сухари; 9 — упорное кольцо; 10 — упорный винт; 11 — штуцер; А — прорезь на упорном кольце
- Снимите защитные колпачки 2, затем выпрессуйте из корпуса цилиндра поршни 4 в сборе с деталями устройства автоматического регулирования зазора между тормозными колодками и барабаном.
- Установите поршень в сборе с автоматическим устройством на специальное приспособление так, чтобы выступы приспособления охватывали головку упорного винта 3.
- Специальной отверткой, поворачивая поршень 9, выверните упорный винт 3 из поршня.
- Снимите с винта уплотнитель 8 с опорной чашкой 7 и сухари 5.
- Разъедините упорное кольцо 4 и упорный винт 3.
Сборку автоматического устройства для регулировки зазора между колодками и барабаном и самого колесного цилиндра производите в обратной последовательности с учетом следующего:
- упорные винты поршней завертывайте моментом 3,9–6,9 Н·м (0,4–0,7 кгс·м);
- Прорезь А на кольцах должна быть направлена вертикально вверх, отклонение от вертикали допускается не более 30°. Такое расположение прорези обеспечивает более полное удаление воздуха из привода тормозного механизма колеса при прокачке тормоза;
- для предварительного сжатия упорных колец, поршни в корпус цилиндра запрессовывайте при помощи специального приспособления, имеющего форму цилиндра с конусным внутренним отверстием;
- усилие запрессовки поршня в цилиндр должно быть не менее 343 Н (35 кгс); при усилии менее 343 Н (35 кгс) замените упорное кольцо;
- при запрессовке поршня в цилиндр необходимо выдержать размеры 4,5– 4,8 мм и 67 мм (максимально) (см. рис.) для свободной посадки тормозного барабана;
- перед установкой деталей в корпус цилиндра смажьте их обильно тормозной жидкостью.
После сборки проверьте перемещение каждого поршня в корпусе цилиндра. Они должны легко перемещаться в пределах 1,25–1,65 мм. Последними установите на место защитные колпачки 2.
↑ Проверка деталей колесного цилиндра
↑ Колесные цилиндры
Проверьте чистоту рабочих поверхностей цилиндра, поршней и упорных колец. Поверхности должны быть совершенно гладкими, без шероховатостей, чтобы не происходило утечки жидкости и преждевременного износа уплотнителей и поршней. Дефекты на зеркале цилиндра устраните притиркой или шлифовкой. Однако увеличение внутреннего диаметра цилиндра не допускается.
↑ Детали колесного цилиндра

1 — поршень в сборе; 2 — корпус цилиндра; 3 — упорный винт; 4 — упорное кольцо; 5 — сухари; 6 — пружина; 7 — опорная чашка; 8 — уплотнитель; 9 — поршень; 10 — защитный колпачок
Проверьте состояние упорного винта 3, пружины 6, опорной чашки 7 и сухарей 5. При необходимости замените поврежденные детали новыми.
Замените уплотнители 8 новыми. Проверьте состояние защитных колпачков 10 и при необходимости замените их.
↑ Колодки
Внимательно проверьте, нет ли на колодках повреждений или деформаций.
Проверьте упругость стяжных пружин как верхних, так и нижних; при необходимости замените их новыми.
Пружины не должны иметь остаточных деформаций при растяжении усилием 343 Н (35 кгс) нижних пружин и 411 Н (42 кгс) — верхних.
Проверьте чистоту накладок, если обнаружены грязь или следы смазки, накладки тщательно очистите металлической щеткой и промойте уайт-спиритом, кроме того, проверьте, нет ли утечки смазки или масла внутри барабана; неисправности устраните. Колодки замените новыми, если толщина накладок стала менее 1,5–2 мм.
↑ Тормозные барабаны
Осмотрите тормозные барабаны. Если на рабочей поверхности имеются глубокие риски или чрезмерная овальность, расточите барабаны на станке.
Затем на токарном станке абразивными мелкозернистыми брусками прошлифуйте барабаны. Это увеличивает долговечность накладок и улучшает равномерность и эффективность торможения.
Наибольшее допустимое увеличение номинального диаметра барабана (250 мм) после расточки и шлифовки — 1 мм. Пределы этого допуска должны строго соблюдаться, в противном случае нарушается прочность барабана, а также эффективность торможения.